水处理设备一站式制造商
1500+中大型项目案例 I 免费水质检测 I 产水持续达标 I 运行费用低

水处理设备一站式制造商
1500+中大型项目案例 I 免费水质检测 I 产水持续达标 I 运行费用低

product center
品牌:沃特伊兰 VOITILAN
水量:0.25-500m³/h
材质:SS304/SS316
脱盐率:99.8%
运行成本:0.2-2元/吨水
电导率: 10μs/cm、5μs/cm、2μs/cm 、0.2μs/cm


一、产品概述
医药纯水设备是制药行业不可或缺的核心设施,其设计严格遵循《中国药典》2025版纯化水标准,要求25℃下电导率≤5.1μS/cm,微生物限度≤100CFU/mL,总有机碳(TOC)≤0.50mg/L。设备采用双级反渗透(RO)或单级RO+EDI技术,结合预处理系统(石英砂过滤、活性炭吸附、软化处理)和后处理系统(紫外线/臭氧杀菌),确保水质稳定。核心部件如RO膜脱盐率≥98%,EDI模块产水电阻率≥15MΩ·cm,搭配316L不锈钢管道及PLC控制系统,支持远程监控与GMP数据完整性管理。设备回收率≥75%,能耗≤1.5kW·h/m³,符合环保要求。
二、设备照片展示

【纯水设备在线免费报价 点击进入立即报价,或拨打7×24 小时在线热线400-680-6689/19842445559】
三、水质杂质对医疗器械工艺中的负面影响
微生物污染:水中细菌、霉菌等微生物超标会导致药品变质失效。例如,纯化水微生物限度若超过100CFU/mL,可能引发制剂污染,造成医疗事故。
重金属残留:铅、汞等重金属含量超标(如纯化水中铅含量>0.5μg/L)会蓄积于人体,产生毒性作用,直接影响药物安全性。
有机物污染:水中有机物(如TOC>0.50mg/L)可能与药物成分发生化学反应,导致有效成分降解或产生有害副产物。
颗粒物与悬浮物:悬浮物(如SS>500mg/L)会堵塞设备管道,降低生产效率,同时可能携带杂质进入产品,影响外观与稳定性。
离子杂质:电导率超标(>5.1μS/cm)表明离子浓度过高,可能改变药物酸碱度,影响溶解性及生物利用度。
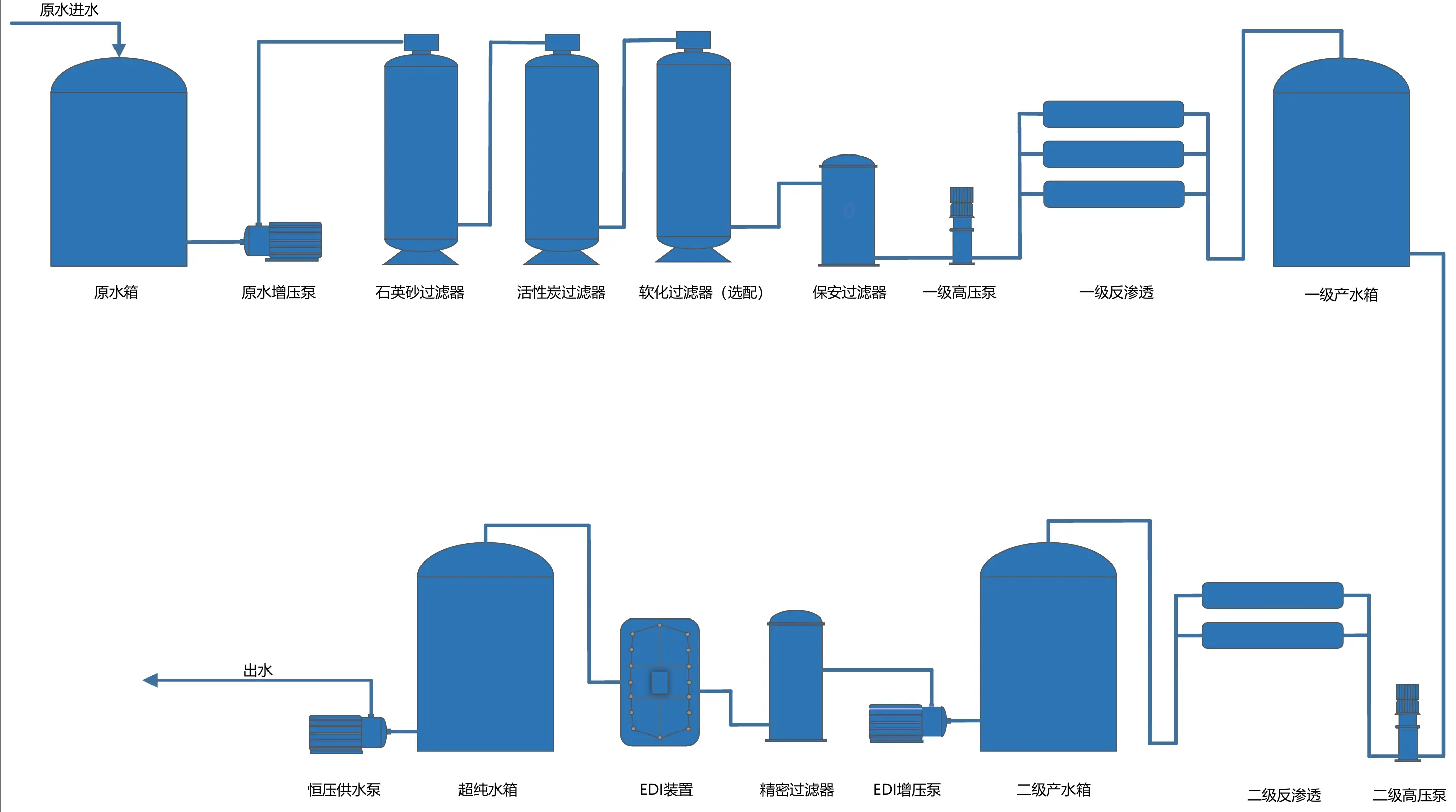
四、工艺流程图(仅供参考,详细流程请咨询在线客服)
五、技术参数

六、沃特伊兰的优势
沃特伊兰环境的制药纯化水设备不仅具备卓越的净化能力,还拥有智能化的管理系统,能够实现远程监控和故障诊断,极大提高了运维效率。我们的设备采用高品质材料和精密控制元件,确保长时间连续工作状态下依然保持优良性能。此外,我们提供定制化服务,根据客户的具体需求灵活调整配置,以达到最佳效果。选择沃特伊兰环境的制药纯化水设备,意味着您将获得一个可靠、高效且环保的水资源解决方案,为您的制药生产线保驾护航,助力您的企业在激烈的市场竞争中脱颖而出。

提供技术文件
工艺流程图
工程案例
工艺说明书
P&ID图
电气控制图
设备理论培训
设备构造培训
设备维修保养培训
设备操作培训
设备一年保修
终身售后服务
4小时上门
24小时解决问题
保修期内设备故障供方负责

@2025 深圳市沃特伊兰环境科技有限公司 版权所有 粤ICP备2023113346号 少量素材来源于网络,版权归原作者所有,如有不妥,告知删除 sitemap
技术支持:网站建设
 24小时
24小时 微信服务
微信服务

 手机咨询
手机咨询
 抖音账号
抖音账号

 返回顶部
返回顶部