水处理设备一站式制造商
1500+中大型项目案例 I 免费水质检测 I 产水持续达标 I 运行费用低

水处理设备一站式制造商
1500+中大型项目案例 I 免费水质检测 I 产水持续达标 I 运行费用低

product center
品牌:沃特伊兰(VOITILAN)
产水量:0.25-500m³/h
材质:UPVC/SS304/SS316/Clean-pvc/PVDF
脱盐率:99.8%
运行成本:0.5-2.5元/吨
电阻率:≥15MΩ·cm、≥18MΩ·cm
应用行业:基础化工原料、精细化工、化肥、农药、中间体、有机合成反应、无机化工、石油化工、树脂、高分子材料生产、涂料、日化品等

一、产品概述
沃特伊兰化工行业专用纯水设备,是针对化工行业高污染、高要求的用水场景匠心研发的核心设备。该设备以深度净化化工生产用水为目标,通过先进的水处理工艺,有效去除水中的重金属、有机物、离子杂质等污染物,使产出水质达到甚至优于化工行业生产用水标准,如电导率≤0.1μS/cm,满足化工合成、化学反应、设备冷却等多种生产环节对纯水的严格需求,为化工企业的稳定生产和产品质量提供坚实的水源保障。
二、产品特点
沃特伊兰化工行业专用纯水设备具备多重显著特点。在环保性上,采用绿色节能技术,运行过程中能耗低,且对废水进行合理回收处理,减少水资源浪费和环境污染,契合当下环保理念。高效性方面,设备处理效率卓越,采用先进的膜分离技术和精准的控制系统,每小时产水量可达0.25-200 立方米,能快速满足化工企业大规模的用水需求,提升生产效率。稳定性上,选用优质的耐腐蚀材料和精湛的制造工艺,可在复杂的化工生产环境中稳定运行,设备故障率低,使用寿命长,降低企业的维护成本。同时,设备还具备智能化的操作界面,可实现远程监控和自动化控制,方便企业管理人员实时掌握设备运行状态,进行精准的生产调度。
三、设备简易流程图(可按需定制)
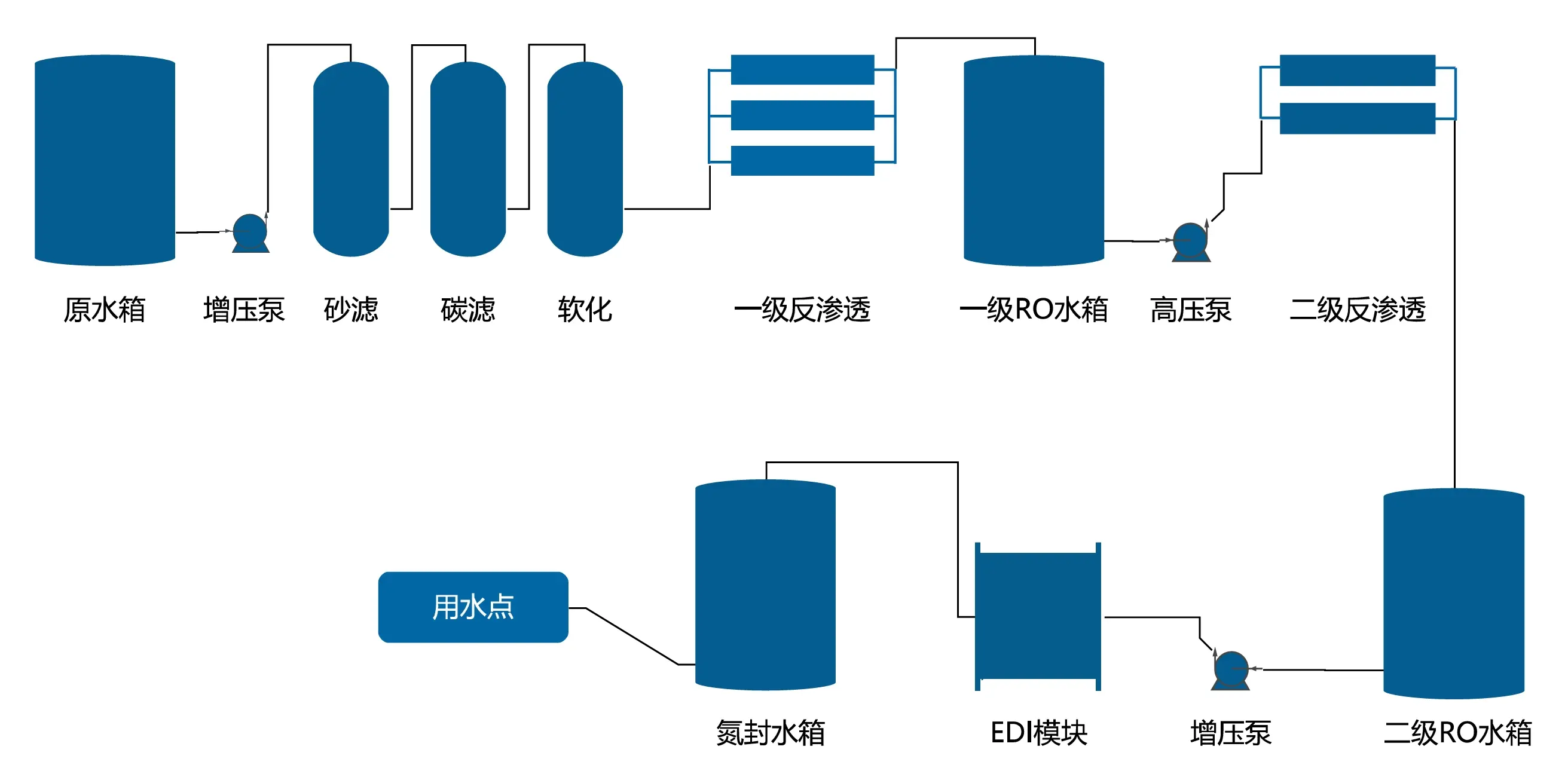
四、设备组成单元及作用
设备主要由多个关键组成单元构成,各自发挥着重要作用。原水预处理单元,包含石英砂过滤器、活性炭过滤器等,主要作用是去除原水中的大颗粒杂质、悬浮物、有机物和余氯等,降低水的浊度和色度,为后续的深度净化提供良好的进水条件。核心净化单元,如反渗透膜组件、EDI 模块等,是设备的核心部分,通过反渗透技术和电去离子技术,进一步去除水中的离子、细菌、病毒等微小污染物,使水质达到高纯度的标准。水质监测单元,配备高精度的水质传感器,实时监测水质的电导率、pH 值、浊度等参数,确保产出水质符合要求,一旦出现异常,及时发出警报并进行自动调节。控制系统单元,采用先进的 PLC 控制技术,对整个设备的运行进行智能化管理,实现设备的自动启停、运行参数调节、故障诊断和保护等功能,保障设备的稳定、高效运行。
五、部分案例图片

【纯水设备在线询价点击进入马上询价,或拨打7x24小时询价热线:400-680-6689】
六、沃特伊兰优势
远程操作监控智能系统
自动化程度高,DCS中控、手机端上位机等均可远程监控操作,实时查看运行数据。
自动监测报警
全自动监测,设备发生故障或产水不达标,设备线上报警及线下声光报警,不合格水自动回流至前系统。
售后响应速度快
全国35个售后服务点,7*24小时在线客服1V1服务,2小时出给出解决方案、24小时内到达现场。
三大生产基地
分在深圳、惠州及山东具有生产基地,总面积约12000㎡生产能力200台/月。
专利资质多
拥有40余项发明、实用专利,10项各类资质,同时获得国家高新技术型企业认证。
项目案例多
1500+多项中大型项目案例,10余年环保设备设计、生产、制造经验 助力企业长期节能减排、稳定运行
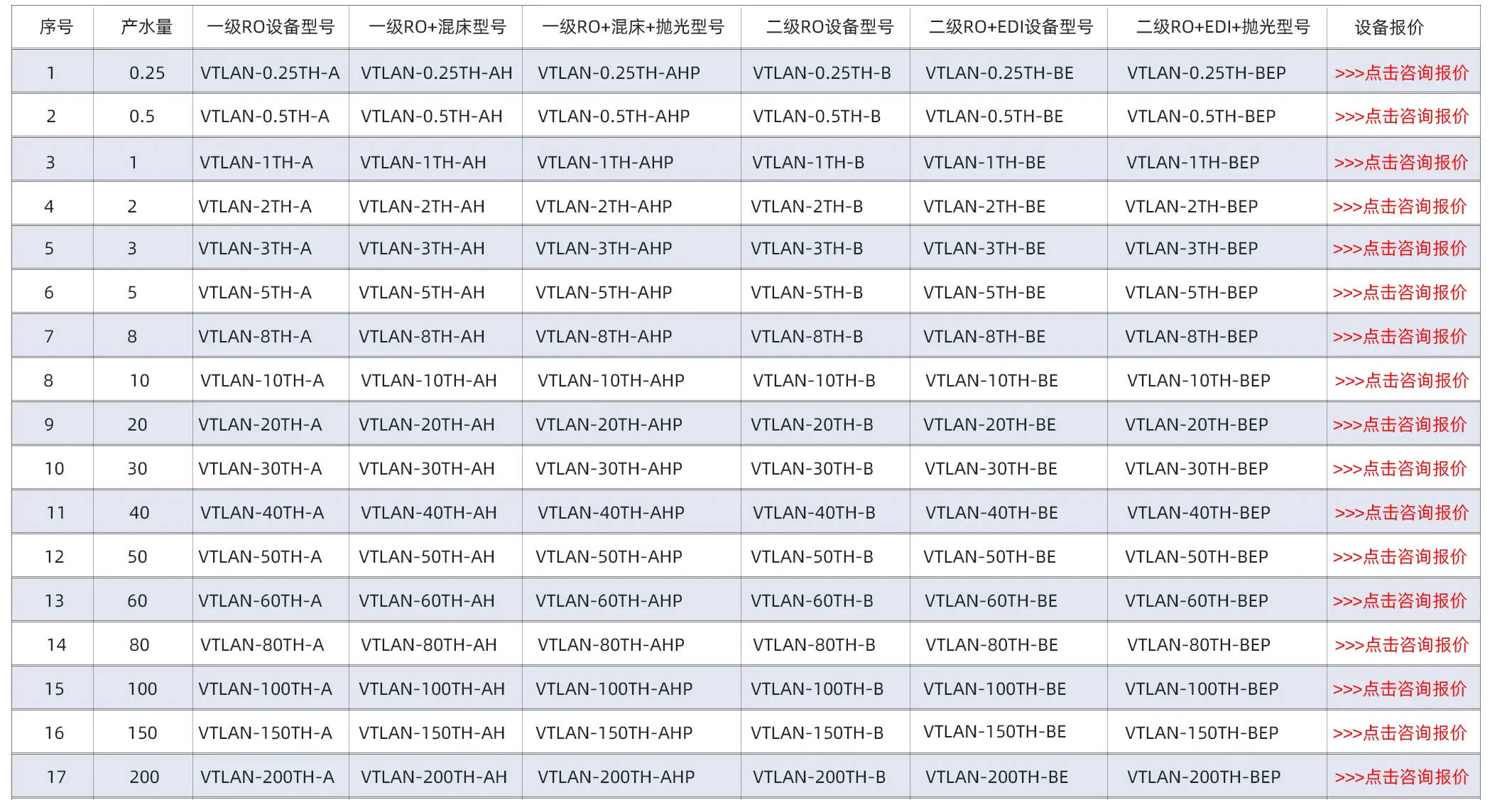
七、 设备报价
提供技术文件
工艺流程图
工程案例
工艺说明书
P&ID图
电气控制图
设备理论培训
设备构造培训
设备维修保养培训
设备操作培训
设备一年保修
终身售后服务
4小时上门
24小时解决问题
保修期内设备故障供方负责

@2025 深圳市沃特伊兰环境科技有限公司 版权所有 粤ICP备2023113346号 少量素材来源于网络,版权归原作者所有,如有不妥,告知删除 sitemap
技术支持:网站建设
 24小时
24小时 微信服务
微信服务

 手机咨询
手机咨询
 抖音账号
抖音账号

 返回顶部
返回顶部